锦工某客户脱硫工段L100-95型罗茨鼓风机于2005年投运,自2018年以来逐渐出现机壳严重发热、振动加剧、排气量明显偏小现象。经拆机检查发现,各部位间隙已严重超标。客户与锦工进行方案探讨后决定维修后继续使用。
锦工采取以下修理工艺方案
针对轴颈、叶轮、机壳存在的不同问题,分别使用电刷镀、焊接、热喷涂、机加工方法进行修复。
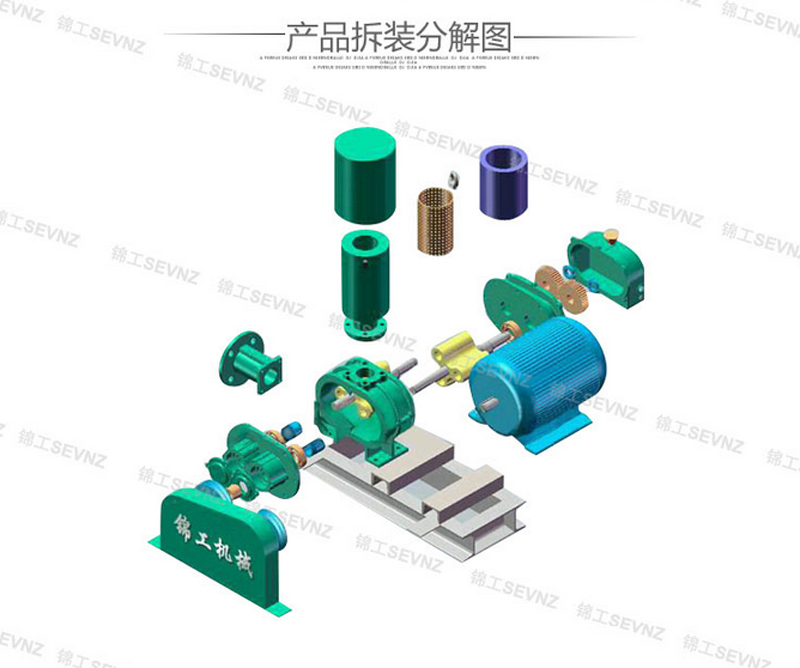
2叶轮

3机壳
4更换其他部件

修复效果
装配后,测量各部位间隙均符合设计原机标准。经空负荷试车30min后,再次测量各部位间隙,未发生变化。进行负荷试车,测量各部位温度、振动远低于设计值且运行稳定,经生产计量排气量符合设计要求。

采用上述简单方法对罗茨鼓风机进行修复,检修周期仅9天,费用约1.5万元。而制作同型号设备周期在45天以上,价值18万元,使濒临报废的设备重新发挥作用,为企业节约大量资金。
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

