原标题:三叶罗茨鼓风机的检修流程与质量标准
山东锦工有限公司是一家专业生产罗茨风机、罗茨鼓风机等机械设备公司,位于有“铁匠之乡”之称的山东省章丘市相公镇,近年来,锦工致力于新产品的研发,新产品双油箱罗茨鼓风机、水冷罗茨鼓风机、油驱罗茨鼓风机、低噪音罗茨鼓风机,赢得了市场好评和认可。此类产品已广泛应用于电力、污水处理、环保、化工、钢铁、建材、农药、制药等行业。产品和服务远销全国各地及东南亚,深受客户好评。
(1)拆卸前准备
1.1 掌握风机运行情况,并备齐必要的图纸资料。
1.2 备齐检修工具、量具、起重机具、配件及材料。
1.3 切断电源,工艺处理符合安全检修条件。
(2)拆卸与检查
2.1 从风机上拆下所有附件,检查转子之间、转子与侧壁之间间隙。
2.2 拆卸联轴节或皮带轮,检查弹性圈或三角皮带。
2.3 拆卸齿轮箱,检查齿面及调节齿轮螺栓。
2.4 拆卸轴承、轴承箱,检查油封、轴承。
2.5 拆卸密封部件,检查迷宫套、动环、静环、O形圈等密封部件。
2.6 拆墙板,检查墙板、转子。
(3)质量标准
3.1 机体
3.1.1 机体应无损伤、裂纹。
3.1.2 机体安装水平度为0.04mm/m。
3.2 转子
3.2.1 转子表面应无砂眼、气孔、裂纹等缺陷。
3.2.2 转子端面圆跳动值不大于0.05mm。
3.2.3 转子进行静平衡或平衡校验。
3.3 转子之间间隙、转子与机壳、墙板的间隙应符合表3规定。
3.4 轴
3.4.1 轴表面应光滑无磨痕及裂纹等现象。
3.4.2 轴颈的圆柱度不大于轴径公差之半。
3.4.3 轴的同轴度为0.03mm/m。
3.5 联轴器或V形皮带
3.5.1 联轴器
a.联轴器的对中,径向圆跳动误差为0.06mm,端面圆跳动误差为0.05mm。
3.6 轴承
3.6.1 滚动轴
a.滚动体与滚道表面应无磨痕、麻点、锈蚀,保持架无变形、损伤。
b.滚动轴承内圈与轴采用H7/k6配合,轴承座与轴承外圈采用H7/h6配合。
c.滚动轴承安装必须紧靠在轴肩或轴肩垫上。
d.热装轴承温度不大于120℃,严禁用直接火焰加热。
3.6.2滑动轴承
a.刮研后瓦面印迹均匀,一般不小于2~3点/cm2,其接触角一般为60~90℃。
b.侧间隙为顶间隙1/2。
c.轴承衬与轴承衬背应接触良好,接触面积一般在60%以上。
3.7 密封装置
3.7.1 V形环与轴的过盈尺寸一般为0.1mm。
3.7.2 迷宫式密封轴套两端的平行度不大于0.01mm,密封环座与轴套的轴向间隙一般0.2~0.5mm。
3.7.3 机械密封组装后,在密封动环部位对轴中心线径向跳动不得大于0.06mm。
3.8 同步齿轮
3.8.1 齿轮用键固定后径向位移不超过0.02mm。
3.8.2 齿表面接触沿齿高不小于50%,沿齿宽不小于70%。
3.8.3 齿顶间隙取0.2~0.3m(m为模数)。号
:
煤气加压机维护检修标准
1 总则
1.1 主题内容与适用范围
1.1.1 本规程规定了罗茨鼓风机的检修周期与内容,
质量标准。试车与验收、维护与故障处理。
1.1.2本规程适用于常用的罗芡鼓风机。
1.2 编写依据
HGJ1023一79化工厂罗茨式鼓风机维护检修规程。
日本大晃罗芡鼓风机维护、检修和安装企业标准
2检修周期与内容
检修周期(见表1)
表1 月
检修类别 小 修 中 修 大 修 检修周期 3 6 12 根据状态监测结果及设备运行状况,可适当调整检修周期
2,2检 修内容
2.2.1 小修项目
2.2.1.1 清理转子表面灰垢,检查各部位间隙。
2.2,1.2 检查轴承箱。齿轮箱油位,补充或更换润滑油。
2.2.1.3 清理油箱过滤器和进.出口冷却水管。
2.2.1.4 紧固螺栓。
2:2.1。5 调整皮带松紧或检查联轴器对中。
2.2.2 中修项目
2.2.2.1 包括小修项目。
2.2.2.2清洗检查轴承,轴套。
2.2.2.3清洗检查传动齿轮、凋节齿轮及各零部件。
2.2.2.4检查调整或更换各部位密封。
2.2.2.5测量、调整各部位间隙。
2.2.2.6清理气体过滤器。
2.2.2.7清洗检查润滑系统。
2.2.2.8校验安全阀、自控装置,
2.2.3大修项目
2.2.3.1包括中修项目。
2.2.3.2检查主轴.机壳、齿轮及前后墙板。
2.2.3.3检查主.从动转子,必要时进行动,静平衡试验和探伤。
2.2.3.4校正机座水平。
3 检修与质量标准
3.1 拆卸前准备
3.1.1 掌握风机运行情况,并备齐必要的图纸资料,
3.1.2 备齐检修工具,量具。起重机具,配件及材料。
3.1,3 切断电源,工艺处理符合安全检修条件:
3.2 拆卸与检查
3.2.1 从风机上拆下所有附件,检查转子之间、转子与侧
壁之间间隙。
3.2.2 拆卸联轴节或皮带轮,检查弹性圈或三角皮带。
3.2.3 拆卸齿轮箱,检查齿面及调节齿轮螺栓。
3.2.4 拆卸轴承、轴承箱,检查油封、轴承。
3.2.5 拆卸密封部件,检查迷宫套、动、静环、O形圈等密
封零部件。
3.2.6 拆墙板,检查墙板、转子。
3.3 检修质量标准
3.3.1. 机体
3.3.1.1 机体应无损伤、裂纹。
3.3.1.2 机体安装水平度为0.04mm/m。
3.3.2 转子
3.3.2.1 转子表面应无砂眼、气孔、裂纹等缺陷。
3.3.2.2 转子端面圆眺动值不大于0.05mm。
3.3.2.3 转子进行静平衡或动平衡校验。
3.3.3 转子之间间隙、转子与机壳、墙板的间隙应符合表
2规定
表2 mm
3.3.4 轴
3.3.4.1 轴表面应光滑无磨痕及裂纹等现象。
3.3.4.2 轴颈的圆柱度不大于轴径公差之半。
3.3.4.3 轴的同轴度为0.03mm/m。
3.3.5 联轴器或v型皮带
3.3.5.1 联轴器
a. 联轴器的对中,径向圆跳动不大于0.06m m,端面圆
跳动不大干0.05mm。
b. 联轴器安装的轴向间隙应符合表3。
表3 m m
联轴器最大外圆直径 106 ~ 170 190 ~ 260 290 ~ 350 轴 向 间 隙 2 ~ 4 2 ~ 4 4 ~ 6
3.3.5.2 V型皮带
a.皮带的张紧力w适度或如表4;在L的中心位置朝垂
直于皮带的方向加力W,使这点的挠度达到=0.016Lm m,
则所加力W应符合表4。
表4 N
5V 8V 最小值Wmin 76.21 211.7 最大值Wmax 101.9 271.5
b.皮带槽中心线偏差不大干0.05mm/100mm。
3.3.6 轴承
3.3.6.1 滚动轴承
a.滚子体与滚道表面应无磨痕、麻点、锈蚀。
b.滚动铀承内圈与轴采用H7/k6配合,轴承座与轴承
外圈采用H7/h6配合。
c.滚动轴承安装必须紧靠在轴承肩或轴肩垫上。
d.热装轴承温度不大于100℃,严禁用直接火焰加热。
3.3.6.2 滑动轴承
a.刮研后瓦面印迹均匀,一般不小于2 ~ 3点/cm2 ,其接
触角一般为60 ~ 90o。
b.轴承顶间隙见表5
表5 m m
轴 颈 轴 承 顶 间 隙 轴 颈 轴 承 顶 间 隙 30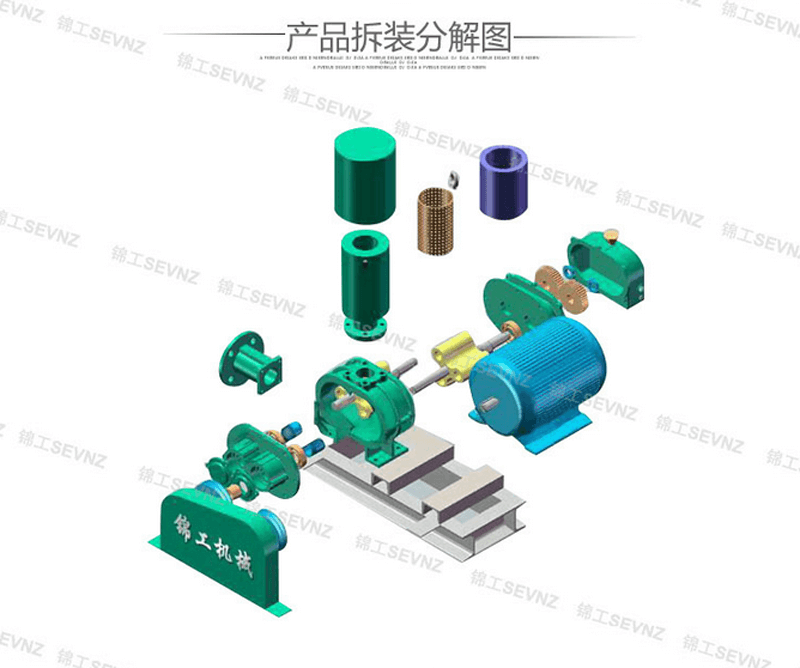
3、罗茨风机设备的清洗和检查
? ? ? ? ①检查罗茨风机主、从动叶轮和主、从动轴的情况 (一般情况叶轮不拆下来),叶轮和轴有无磨损和弯曲及裂缝现象。
? ? ? ? ②检查罗茨风机轴承磨损情况,将清洗干净的同步齿轮一一检查有无断裂和磨损严重。如有断裂或有裂纹,及轮齿发光现象,则要更换同步齿轮。
? ? ? ? ③检查罗茨风机的后墙板和机壳有无磨损,有无裂纹,如磨损严重或有裂纹则要求更换。
? ? ? ? ④检查罗茨风机前后轴承座有无损坏,如有损坏,则要更换轴承座。
4、将检查过或更换的罗茨风机部件进行组装
? ? ? ? ①将罗茨风机前墙板装上,用螺栓拧紧,再装上后墙板,用螺栓拧紧。
? ? ? ? ②将罗茨风机轴承装入轴承座内,然后装入前后主、从动轴颈上,旋上螺栓,放好调整片。
? ? ? ? ③罗茨风机的转子轴向间隙,可通过位于罗茨风机前墙板的轴承座端的一组调整垫片进行调整,边调整边测量叶轮与前墙板的间隙,如达不到要求,则要将前墙板与机壳之间加纸垫片。然后再调整叶轮与前墙板的间隙。后墙板与叶轮之间的间隙必须大于前墙板与叶轮之间的间隙0.05毫米以上,然后拧紧前后轴承座,再进行复验一次。
? ? ? ? ④叶轮与叶轮之间的间隙可通过同步齿轮来调整,拆卸同步齿轮部的定位锥销,变更齿轮圈和齿轮毂的定位位置,从而达到调整叶轮与叶轮之间的间隙。调整好后,紧固齿轮圈与齿轮毂的紧定螺钉,再将轴上的螺母拧紧,并将止动垫圈的爪嵌入螺母槽中,再检验一下间隙有无变动。
? ? ? ? ⑤装上罗茨风机的前轴套和甩油盘,拧紧螺母,前油箱装入二只骨架油封,装在前墙板上,用螺栓拧紧。装上三角皮带轮,最后将组装好的罗茨风机运到现场,吊入底座拧上螺栓,装上消音器拧紧法兰螺栓。
? ? ? ? ⑥电动机安装:将修好的电动机从电气车间有关班组取回,放好键装上三角皮带轮,吊入底座拧上螺栓。
? ? ? ? ⑦三角皮带轮调整好后,拧紧电动机底脚螺栓,装上安全罩,拧紧螺栓。
5、罗茨风机试转,通知电气车间有关班组进行接电动机的电源线,然后通电试转,将出气管装上拧紧法兰螺栓。最后加润滑油主油位批示中心线。
6、5S工作 做好罗茨风机设备和检修场地的清洁工作。
山东锦工有限公司
山东省章丘市经济开发区
24小时销售服务
(来自:罗茨风机,罗茨真空泵,罗茨鼓风机,罗茨风机设备维修作业标准,

1 拆卸前准备
1.1 掌握风机运行情况,并备齐必要的图纸资料。
1.2 备齐检修工具、量具、起重机具、配件及材料。
1.3 切断电源,工艺处理符合安全检修条件。
2 拆卸与检查
2.1 从风机上拆下所有附件,检查转子之间、转子与侧壁之间间隙。
2.2 拆卸联轴节或皮带轮,检查弹性圈或三角皮带。
2.3 拆卸齿轮箱,检查齿面及调节齿轮螺栓。
2.4 拆卸轴承、轴承箱,检查油封、轴承。
2.5 拆卸密封部件,检查迷宫套、动环、静环、O形圈等密封部件。
2.6 拆墙板,检查墙板、转子。
3 质量标准
3.1 机体
3.1.1 机体应无损伤、裂纹。
3.1.2 机体安装水平度为0.04mm/m。
3.2 转子
3.2.1 转子表面应无砂眼、气孔、裂纹等缺陷。
3.2.2 转子端面圆跳动值不大于0.05mm。
3.2.3 转子进行静平衡或平衡校验。
3.3 转子之间间隙、转子与机壳、墙板的间隙应符合下表规定。
3.4 轴
3.4.1 轴表面应光滑无磨痕及裂纹等现象。
3.4.2 轴颈的圆柱度不大于轴径公差之半。
3.4.3 轴的同轴度为0.03mm/m。
3.5 联轴器或V形皮带
3.5.1 联轴器
a.联轴器的对中,径向圆跳动误差为0.06mm,端面圆跳动误差为0.05mm。
b.联轴器安装时的轴向间隙应符合表1。
3.5.2 V形皮带
a.皮带的张紧力W适度或如表2;在L的中心位置朝垂直于皮带的方向加力W,使这点的挠度达到δ=0.016L,则所加力W应符合表2。
表1 联轴器安装时的轴向间隙 mm
联轴器最大外圆直径
106~170
190~260
290~350
轴向间隙
2~4
2~4
4~6
表2 皮带的张紧力 N
皮带型别
5V
8V
最小值Wmin
76.21
211.70
最大值Wmax
101.90
271.50
b.皮带槽中心偏差不大于0.05mm/100mm。
3.6 轴承
3.6.1 滚动轴
a.滚动体与滚道表面应无磨痕、麻点、锈蚀,保持架无变形、损伤。
b.滚动轴承内圈与轴采用H7/k6配合,轴承座与轴承外圈采用H7/h6配合。
c.滚动轴承安装必须紧靠在轴肩或轴肩垫上。
d.热装轴承温度不大于120℃,严禁用直接火焰加热。
3.6.2滑动轴承
a.刮研后瓦面印迹均匀,一般不小于2~3点/cm2,其接触角一般为60~90℃。
b.轴承顶间隙见表6。
c.侧间隙为顶间隙1/2。
d.轴承衬与轴承衬背应接触良好,接触面积一般在60%以上。
3.7 密封装置
3.7.1 V形环与轴的过盈尺寸一般为0.1mm。
3.7.2 迷宫式密封轴套两端的平行度不大于0.01mm,密封环座与轴套的轴向间隙一般0.2~0.5mm。
3.7.3 机械密封组装后,在密封动环部位对轴中心线径向跳动不得大于0.06mm。
3.8 同步齿轮
3.8.1 齿轮用键固定后径向位移不超过0.02mm。
3.8.2 齿表面接触沿齿高不小于50%,沿齿宽不小于70%。
3.8.3 齿顶间隙取0.2~0.3m(m为模数),侧间隙应符合表7规定。
4 试车与验收(略)
5 维护与故障处理
5.1 日常维护
5.1.1 检查机壳温度,做好记录。
5.1.2 定时检查轴承温度,做好记录。
5.1.3 定时检查是否有摩擦或振动。
5.1.4 定时检查润滑油位,油品是否乳化等。
5.1.5 定期检查吸入口过滤器压差。
5.1.6 定期检查大功率风机备用油泵电机的自启动及油过滤器压差。
5.1.7 采用机械密封和压力润滑,定期检查油压和油温。
5.1.8 定时检查吸、排气压力。
5.1.9 定时检查电机负荷。
5.1.10 定时检查冷却水是否畅通。
5.1.11 定期巡检并做记录。
5.2 常见故障与处理(见表4)
表4 常见故障与处理
序号
故障现象
故障原因
处理方法
风量波动或不足
过滤器网眼堵塞
间隙增大
皮带打滑、转速不够
管道法兰漏气
轴封装置漏气
安全阀漏气
更换或清洗过滤器
校对间隙
调整或更换皮带
更换衬垫
修理或更换
研磨或更换
电机过载
过滤器网眼堵塞
管路压力损失增大
叶轮与墙板接触
更换或清洗过滤器
校对进出口压力
增大调整侧间隙
过热
油位过多、过少、油不清洁、油粘度过大或过小
轴与轴承偏斜;风机轴与电机轴不同心
轴瓦刮研质量不好、接触弧度过小或接触不良
轴瓦端与止推垫圈间隙过小
轴承压盖太紧,轴承内无间隙
滚动轴承损坏、管子支架破损
压力比增大
叶轮与墙板接触
添放或更换润滑油
找正使两轴同心
刮研轴瓦
调整间隙
调整压盖衬垫
更换轴承
检查进出口压力
增大间隙
敲击
同步齿轮与叶轮位置失调
装配不良
不正常的压力上升
因超载或润滑不良造成齿轮损伤
按规定位置校正
重新装配
检查压力上升的原因
更新齿轮
轴损坏
超负荷
换油
轴承齿轮严重损坏
润滑不好
润滑油量不足
更换润滑油
添加润滑油,更换轴承齿轮
密封泄漏
密封环与轴套不同心
轴弯曲
机壳变形使密封环侧磨损
密封环内进入硬性杂物
转子振动过大,其径向振幅之半大于密封径向间隙
轴承其间隙超差
轴瓦刮研偏斜或中尺与设计不符
调整更换皮带,联轴器找正
调直轴
修理或更换
清洗
检查压力调节阀,修理继电器
调整间隙,更换轴承
调整各部间隙或重新换瓦
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

