专利名称:一种风机叶轮前盘旋压机的制作方法
技术领域:
本实用新型涉及-一种旋压机,具体涉及一种风机叶轮前盘旋压机。
背景技术:
目前针对风机叶轮前盘的制造方法主要有两种 一种是人工锻 打,其缺点在于A、劳动强度大、效率低;B、锻打外观不匀称,影 响美观;C、噪音大,影响工作环境。另一种是液压成型,虽然解决 了人工锻压所存在的问题,但其也有自身无法克服的缺点,其缺点在 于D、每一规格的产品必须由专有模具配套,其不同型号规格的产 品需不同的模具,模具成本高;E、设备投资成本大。
虽上述风机叶轮前盘的制造存在缺点,但除了上述生产方法,经 检索还没有发现其他的生产方式,因此,风机叶轮前盘的制造至今还 没找到合适的生产工具及最佳方法。
实用新型内容
本实用新型的主要任务在于提供一种风机叶轮前盘旋压机,具体 涉及一种成本低、成型快的风机叶轮前盘旋压机。
为了解决以上技术问题,本实用新型的一种风机叶轮前盘旋压 机,由机架、成型模、加压装置和工件固定装置构成,所述成型模、 加压装置和工件定位装置均固定在工作面上,且成型模固定在机架中
心位置的轴上,通过轴与减速机连接,其创新点在于所述加压装置可以对应于成型模模面上的任意点;所述工件定位装置以成型模为中 心固定在工作面上,至少为一对。
所述加压装置通过支架固定在工作面上,加压装置为升降装置上 连接导轨,在导轨下方连接压模构成。
所述加压装置支架上与工作面平行方向上连接前后驱动装置。
所述工件定位装置由支架垂直固定在工作面上,支架上端连接升 降机构,升降机构上连接导轨,导轨下方固定压轮构成。
所述工件定位装置由前后驱动装置通过支架固定在工作面上,在 前后驱动装置的末端连接导轨,导轨上连接定位轮构成。 所述升降装置由螺杆的顶端设有手动转盘构成。 所述升降装置为汽缸、油缸。
所述前后驱动装置由螺杆的顶端设有手动转盘构成。 所述前后驱动装置为汽缸、油缸。
以上结构的优点在于本实用新型的旋压机采用工件定位装置定 位工件位置于中心模上,由中心模带动工件旋转,和压模配合中心模 旋压成型,实现风机叶轮前盘的制作。具有加工速度快、操作简单、 成型后表面光滑、尺寸精确、设备及模具投资小、运行费用较液压机 较低的优点。
为了能让本实用新型的旋压机能适应不同规格的产品,在加压装 置和工件定位装置上各设有升降装置和驱动装置对加压装置和工件 定位装置进行调整,以便于不同规格的产品在该机械上加工。不再限 于以往一个型号配套一个模具的模式,大大节约成本。
图1为本实用新型的结构示意图2为本实用新型的左视图3为本实用新型的俯视图4为本实用新型的汽缸或液压驱动装置的结构示意图。
具体实施方式
如图1所示,在机架1的中间位置设有轴2,轴2顶端露出工作 面3,在其上连接中心模4,在轴2的下端设有齿轮5,与减速机、 电机6连接。所述减速机、电机6转动,通过轴2带动中心模4转动。
如图2、 4所示,工作面3为矩形,在两长边A、 B的中心位置上 分别垂直固定支架7a、 7b,在支架7a、 7b上分别连有升降装置8, 所述升降装置8可以由螺杆28上连接转盘29构成,也可以由汽缸或 油缸30制得。在所述升降装置8上设有导轨9,若升降机构为螺杆 28上连接转盘29构成,就在螺杆28上连接导轨9,若是汽缸或油缸 30,就在其活塞31上连接导轨9。然后在导轨9的下方连接压轮10。 该处的一对装置为工件定位装置15,其作用在于工件定位装置以 中心模4为中心,分布在其两侧,通过升降装置8对工件定位点的高 低进行调节,以确保定位准确。
如图3所示,本来以该对工件定位装置15定位也能将工件很好 定位,但为了更好地定位,在工作面3两长边A、 B的端头对角线位 置相对应还设有一对相同的工件定位装置16。所述工件定位装置由 前后驱动装置12通过支架13固定在工作面3上,在前后驱动装置12的末端连接导轨14,导轨14上连接定位轮11构成。在该前后驱 动装置12与升降装置8结构可以相同,在此不再累述。该工件定位
装置16的作用在于本工件定位装置16是从前后位置上给予工件定
位,具体距离可通过前后驱动装置12调节,灵活方便。该工件定位 装置16与上述工件定位装置15, 一个从高度上对工件定位, 一个从 前后距离进行定位,确保了工件定位的准确性。
在工作面C边的中心位置,既两角的对角线位置设有工件定位装 置16的边上设有加压装置17。所述加压装置17的支架18垂直连接 在工作面C的中心处,在支架底部与工作面平行的方向连接有前后驱 动装置19,该前后驱动装置19的构造与上述的前后驱动装置12相 同,在此不累述;在支架18的顶端呈0-180度设有加压装置17。所 述加压装置17由升降装置20上连有导轨21,导轨21下方连接压模 支架22,压模23通过轴24连接在压模支架22上。该装置的特点在 于加压装置17可通过前后驱动装置19前后调整距离,也可以通过 升降机构20上下调整距离,这样,使得加压装置不管在待加工工件 是什么规格下,均能在中心模4的模面上找到最佳加压点,从而使得 该机械不但能生产不同规格的工件,而且能保证每个工件的成型光 滑、尺寸精确。
如图3所示,工作时,工件毛胚的部分内壁贴在中心模4上,由 工件定位装置15和16分别从高度上和前后位置给予定位,然后调节 加压装置17,让压模23处于最佳加压点;然后打开电机6通过轴2 带动中心模4转动,由中心模4带动工件转动,达到旋压目的。在该过程中,为了减少中心模4带动工件的摩擦力,在工作面的D面成对
角线位置各固定一对支架25,在支架之间固定轴26,轴26上套滚筒 27。滚筒27既起支撑工件的作用,又在运行时滚动,减少中心模4 的摩擦力。
权利要求1.一种风机叶轮前盘旋压机,由机架、成型模、加压装置和工件固定装置构成,所述成型模、加压装置和工件定位装置均固定在工作面上,且成型模固定在机架中心位置的轴上,通过轴与减速机连接,其特征在于所述加压装置可以对应于成型模模面上的任意点;所述工件定位装置以成型模为中心固定在工作面上,至少为一对。
2. 根据权利要求1所述的一种风机叶轮前盘旋压机,其特征在于 所述加压装置通过支架固定在工作面上,加压装置为升降装置上 连接导轨,在导轨下方连接压模构成。
3. 根据权利要求2所述的一种风机叶轮前盘旋压机,其特征在于 所述加压装置支架上与工作面平行方向上连接前后驱动装置。
4. 根据权利要求1所述的一种风机叶轮前盘旋压机,其特征在于 所述工件定位装置由支架垂直固定在工作面上,支架上端连接升 降机构,升降机构上连接导轨,导轨下方固定压轮构成。
5. 根据权利要求1所述的一种风机叶轮前盘旋压机,其特征在于 所述工件定位装置由前后驱动装置通过支架固定在工作面上,在 前后驱动装置的末端连接导轨,导轨上连接定位轮构成。
6. 根据权利要求2或4所述的一种风机叶轮前盘旋压机,其特征在 于所述升降装置由螺杆的顶端设有手动转盘构成。
7. 根据权利要求2或4所述的一种风机叶轮前盘旋压机,其特征在 于所述升降装置为汽缸、油缸。
8. 根据权利要求3或5所述的一种风机叶轮前盘旋压机,其特征在于所述前后驱动装置由螺杆的顶端设有手动转盘构成。
9. 根据权利要求3或5所述的一种风机叶轮前盘旋压机,其特征在于所述前后驱动装置为汽缸、油缸。
专利摘要本实用新型提供了一种风机叶轮前盘旋压机,由机架、成型模、加压装置和工件固定装置构成,所述成型模、加压装置和工件定位装置均固定在工作面上,且成型模固定在机架中心位置的轴上,通过轴与减速机连接,所述加压装置可以对应于成型模模面上的任意点;所述工件定位装置以成型模为中心固定在工作面上,至少为一对。本实用新型由中心模带动工件旋转,和压模配合中心模旋压成型,实现风机叶轮前盘的制作。加工速度快、操作简单;成型后表面光滑、尺寸精确、设备及模具投资小。
文档编号B21D22/00GKSQ
公开日2009年9月30日 申请日期2008年12月2日 优先权日2008年12月2日
发明者陆平华 申请人:南通赛奥风机制造有限公司
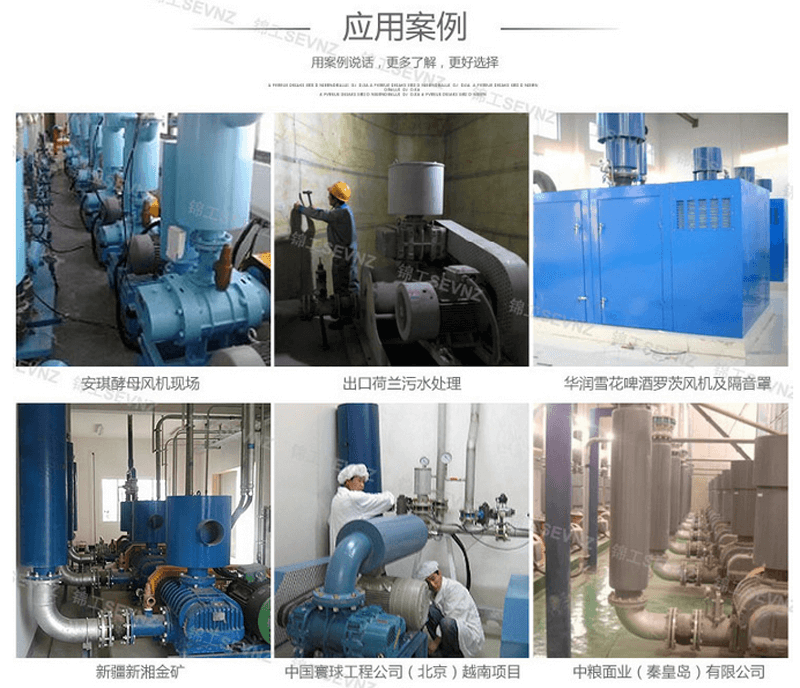
FXY90大型多功能旋压机集风器旋压机
集四大功能于一身
离心风机前盘成型、进风口成型机。
轴流风机风筒翻边、集风器成型。
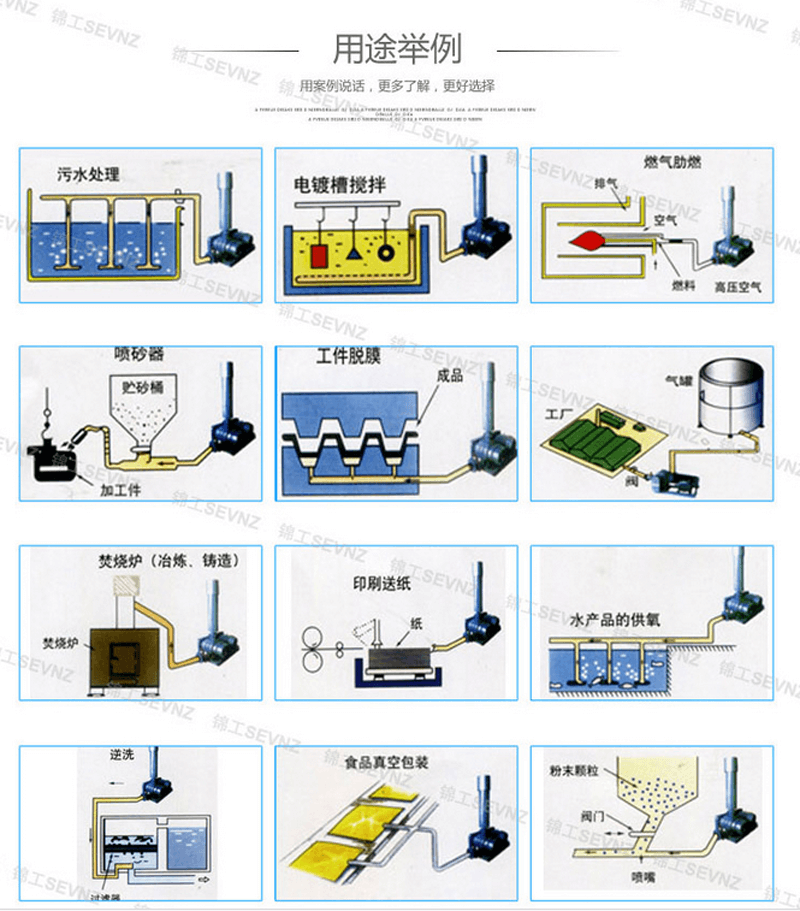
设备简介:新乡市法兰机械有限公司生产的多功能旋压机,是集多项专利技术于一身,专门为通风机工业生产研制开发的标准旋压机,是风机生产厂家的重要配套专用设备,主要用于轴流风机风筒翻边、集风器成型或离心风机叶轮前盘成型和进风口的旋压成型,是将上述四种功能集中在一台旋压机上的多功能旋压机。
设备功能:该设备可以适用于6mm厚以内冷轧钢的旋压,也适用于不锈钢、铝和其他金属的旋压,适用于一般低中压离心鼓引风机4-72、4-73、15-47、15-48、4-68、T4-72、4-79、9-19、9-26、9-38、8-39等型号3#–18#通用风机的前盘、进风口旋压,也可应用于T30\T35\T40型3#–10#轴流风机的风筒法兰、集风器的一次旋压成型。
设备结构:该设备结构紧凑,安装方便,主要结构为变速联轴传动,中心外延旋压。主要由动力变速系统,旋转压力系统,调整工件及胎具构成,旋压装置包括旋压轮、成型轮、回转工件台、夹紧装置及减速部件。
操作方法:操作方法是将料板固定在旋压机的模具上,置于工作盘面之上,通过夹紧机构夹紧,启动旋压机,板坯与芯模共同旋转,由辊轮进给并施加压力,使板坯紧贴芯模逐点局部变形,使局部的塑性变形逐步地扩展到材料的全部表面,并紧贴于模具,即可高效、高质量地成型多种风机零件。
设备特点:该设备大幅度降低加工成本与设备投资成本,采用了先进的组合胎具,制作时无须大量模具,可为生产者节省大量资金,同时也节省了制作模具的大量材料资源,从性能上解决了大型油压设备模具重量大、工件预应力提高,解决了零件成型后光洁度差、叶轮扭屈大、平衡困难的难题,具有操作稳定、投资小、性能可靠、使用范围广、劳动效率高、产品一次连续成型等特点,是风机企业的理想选择,是风机旋压加工技术的根本性突破

章丘市腾瑞机械制造厂位于清照故里,素有“泉城”之美称的章丘市西部的章丘明水柳沟工业园。这里风景秀丽、交通便捷、通讯畅达。
我厂主要生产各类风机前盘、压型机、轴流风机、翻边机、集风器压型进风口、舌口R部分压型机,并荣获专利。
我厂还主要生产TSSR、SDTR系列三叶罗茨鼓风机(TSSR50、TSSR65、TSSR80、TSSR100、TSSR125、TSSR150、TSSR175、TSSR200、TSSR250、TSSR300等系列风机)。该风机采用轴承、三角带、油封,机壳、墙板采用数控镗床加工,叶轮采用数控创床加工,加工精度非常高,得到广大用户的认可。
高压离心风机叶轮的前盘一般有平直前盘、锥形前盘和弧形前盘等几种。
从气体流动轨迹来讲,采用平板前盘的叶轮是不符合气体流动轨迹的,在叶轮外径处的叶片流道比叶轮内径处的叶片流道大得多。因此不但在叶片流通的气流速度上有差异,而且在叶轮外径处叶片流道内的气流不能充满,从而产生涡流,消耗功率,导致高压离心风机效率下降。
锥形前盘的气体流动轨迹比平板前盘的好,但叶片间流道的截面,仍不能达到各部分相等或均匀地扩散。因此,在叶片流道内仍有漏流产生,而影响风机效率。在制造商虽比平板前盘增加了工序,还是比较方便的。
弧形前盘的弧是按照叶片间的流道等截面或等扩散截面决定的。因此,气流在叶道内是等速或减速的。所以弧形前盘的叶轮效率,一般都比平板前盘和锥形前盘的叶轮效率高,但在制造上都比前两种前盘复杂。然而从经济观点出发,对于成批生产的高压离心风机采用弧形前盘比较好。
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

