罗茨风机的压力指的是其负载压力的能力,而不是罗茨风机可以产生的压力,罗茨风机自身并不产生压力,我们在使用罗茨风机输送空气时,前方管道会自带压力,为了达到输送空气的目的,风机需要克服这部分压力来输送空气。
我们在对罗茨风机选型时,可能会存在风机压力选小或者选大的情况,这就需要我们对风机的压力进行调节,下面锦工风机来和大家说一下,风机压力调节的方法:
1、风机超压,需要更大型号的风机
面对超压的情况,为了降低风机的压力,可以采用增加排气口的方式来降低压力,但是增加排气口会降低风量,如果我们的风量刚好够用,采用这种方法是不行的。
常用的方法是更换更大型号的电机,比如之前我们用的是15kw的电机,我们可以更换22kw的电机来满足压力需求。
2、风机压力达不到
当我们的风机压力达不到时,说锦工机还不是满负荷工作,此时对我们的主要影响是电能的损耗,风机的压力过大,会造成能耗增加,如果我们需要调整压力,可以更换小一些的电机,根据我们的了解,这种情况下,很少有客户会去主动更换小型号的电机,除非是一些大型号的罗茨风机,电能存在很大的消耗,这种情况下一般公司会进行节能改造。
h/u/a/d/o/n/g/f/e/n/g/j/i/原/创/此/文/
3、关于风量&转速
风机的转速直接影响到风量,有部分客户使用现场需要对风机进行调速,调速的需要采用变频电机和变频器加以控制,锦工风机也建议大家,在采购风机时,对于风量需要控制的工况,变频器、变频电机都需要考虑配置。
锦工风机专业生产罗茨风机、回转风机、空气悬浮风机、磁悬浮风机,如果您需要采购定制风机,可以联系我们的全国免费客服热线
原文网址“
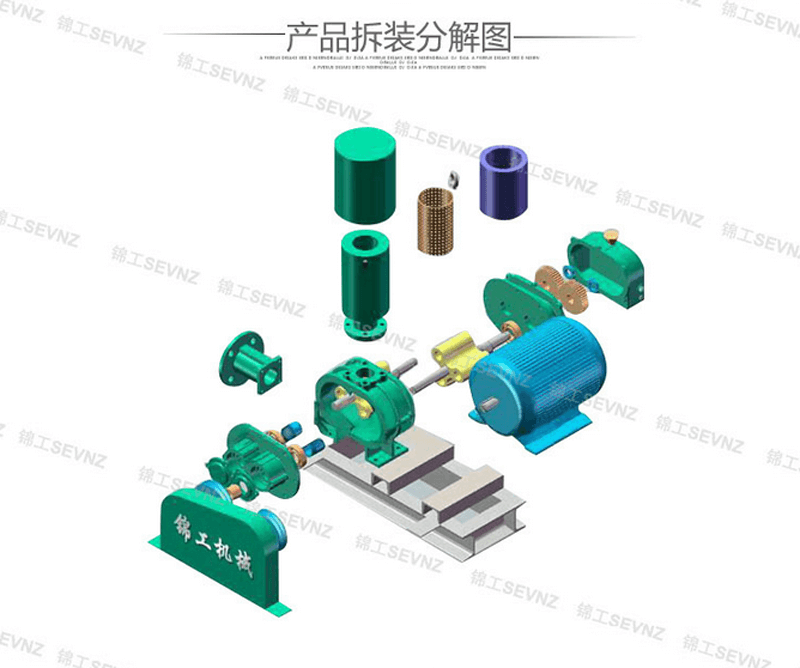
附罗茨风机维修组装视频教程
一、 工作原理
罗茨风机是容积式鼓风机的一种,它由一个近似椭圆形的机壳与两块墙板包容成一个气缸(机壳上有进气口和出气口)一对彼此相互“啮合”(因为有间隙,实际上并不接触)的叶轮,通过同步齿轮传动以等速反向旋转,借助两叶轮的“啮合”使进气口与出气口相互隔开;在旋转过程中将气缸容积内的气体从进气口推移到出气口。
二、 装配间隙
罗茨鼓风机的叶轮与叶轮之间及叶轮与机体之间存在相对运动,处于非接触状态,必须有合适的工作间隙,才能保证既有密封作用又能使风机正常运转。
装配间隙系20℃时的理论静态间隙值。其能保证在额定工况下满足动态时所需之工作间隙。为此,装配间隙乃是保证风机性能和安全运用的重要因素。每台罗茨风机出厂时,皆已对装配间隙进行调整,用户不得随意变动。具体间隙值见下表:
罗茨鼓风机的装配间隙表 单位:mm
在保证罗茨风机性能及正常运行条件下,上述间隙值允许作适当调整。
三、 间隙调整注意事项
1、间隙1的调整:
拧松齿圈与齿毂紧固螺栓拆下定位圆锥销,调节齿圈与齿毂安装角度位置。即能达到调整间隙δ1之目的。调好间隙后,必须修正定位销孔(或另置)后,再以圆锥销定位。并把紧固螺栓拧紧。调整1间隙,应在叶轮360°旋转中进行。
2、间隙2之调整
拧松机壳与墙板间的紧固螺栓,并拆下定位圆锥销,根据具体情况,高速机壳与墙板之相对位置,以调整轩轮与机壳之径向间隙,调妥后,必须修正定位销孔(或另置),再以圆锥销定位。而后用螺栓把壳体与墙板紧固到一起
3、间隙3与4之调整
在定位端墙板的轴承壳上有紧固螺钉和调整螺钉,预使3减小,而4增大,则先旋松紧固螺钉。再旋紧调整螺钉,此时叶轮向定位端墙板移动,反之,预使3增大,而4减小,则先旋松调整螺钉,再旋紧紧固螺钉,此时叶轮向非定位端墙板移动,见图3,为保证同轴度,须在轴承座法兰与墙板之间适当补充或减少垫片,使它们之间的空隙基本一致,并防止间隙变动如果3符合要求而4不符合要求时,可在机壳和非定位端墙板的结合面之间增加或减少纸垫。
四、拆卸
1、拆卸中的注意事项
(1)所有联接件和嵌合件一律刻上配合标记,特别是齿轮。
(2)不要损伤零部件,尤其是配合表面。
(3)所有垫片在拆卸时,都要测定其厚度。
(4)拆卸后的部件,特别是轴承应注意避免灰尘污染。
(5)应采用适当的拆卸工具。
(6)刚停用的风机必须等待机体及润滑油冷却后才能进行拆卸,以免烫伤。
2、拆卸步骤
从机组上拆掉所有附件—排放齿轮箱中的油—卸下皮带轮—卸下齿轮箱及调整螺钉—卸下齿轮—卸下轴承盖—卸下机壳两侧墙板。
五、组装
1、组装中的注意事项
(1)检查被拆卸的零件有无损伤情况,应特别注意检查配合部位,若发现损伤时,应进行修复或更换。
(2)轴承应清洗干净,再涂上润滑油,在安装轴承时,工具、手等都应清洗干净。
(3)将配合部位的灰尘彻底清除,然后涂上油。
(4)密封垫如有破损或失落时,则应更换相同厚度、材质的垫片。
2、组装步骤
(1)将驱动侧的墙板(前墙板)安装到机壳上。
(2)将叶轮部由齿轮端装入机壳内。
(3)将齿轮端墙板安装到机壳上,注意轴向总间隙,不够时可选配机壳密封垫。
(4)组装前后轴承。组装前轴承时,轴承箱内应填充1/2-1/3轴承空间的润滑脂。
(5)组装齿轮。
(6)将驱动侧轴承和锁紧螺母一同装上,装上轴承压盖。
(7)调整间隙,打入定位销。
(8)装皮带轮及其他部件。
六、间隙调整
1、机壳间隙的调整:是通过机壳与墙板定位销孔来保证的,因为在拆卸风机时,一定不能损坏定位销孔。
叶轮—机壳
0.20—0.395
2、叶轮—叶轮间隙的调整:将叶轮转到间隙示意图位置,将从动齿轮对准主动齿轮标记压入轴上,依次装入齿轮挡圈,止动垫片和锁紧螺母,并将锁紧螺母稍稍紧上。将叶轮试转一圈,若不能转动,将叶轮回转以使接触处在上,用铜棒轻轻敲打叶轮间隙部位,使齿轮和轴
的锥部配合相对移动,从而达到调整叶轮间隙的目的。当叶轮—叶轮间隙符合规定值时,将齿轮锁紧。
叶轮—叶轮
0.29—0.34
3、叶轮—墙板轴向间隙调整:装配墙板时应先保证轴向总间隙C+D(调整机壳密封垫厚度),再通过前墙板上的四组调节螺钉对叶轮轴向位置进行调整,保证两端间隙C和D的分配。
叶轮—前墙板
0.12—0.18
叶轮—后墙板
0.63—0.69
拧调节螺栓时,应在压板螺栓宁松的情况下进行,否则会损坏调节螺栓。
七、安装皮带轮,皮带。
八、间隙调整后之要求,间隙调整后必须进行空负荷试运转。
山东锦工有限公司
山东省章丘市经济开发区
24小时销售服务
上一篇: 风机常识
下一篇: 罗茨风机寿命有多长?如何延长罗茨鼓风机寿命
罗茨风机根据流体力学理论,气体的流动过程将伴随着损失。例如气体流过节流装置后,气流的压力会相应减少,也就是它们损失了风机的有用功。由于这一切都是在罗茨风机输送气体的过程中发生的,也就是浪费了风机的能量。
罗茨风机工况点是风机在某一转速下的性能曲线与管网阻力特性线的交点。罗茨风机实际运行时,并非永远停留在设计工况点上,它将随用户的需求或外界条件的变化而变化,也就是罗茨风机实际上处于变工况下工作。
要想使风机的风压或风量达到某一目标值,就需要对罗茨风机或管网进行为人为地控制,亦称调节。通过有效地调节,实现在保证罗茨风机能够稳定工作的条件下,既要满足生产对流量或压力的要求,又能最大限度地节能。罗茨风机调节的目的就是满足性能要求,扩大工况,实现节能,防止喘振。
罗茨鼓风机的调节方法有两种,一种是放风的方法,这个方法简单可靠,但不经济。比较经济的方法是调节转速。部分立窑水泥厂为了提高罗茨风机的风压、风量,就是把鼓风机的转速加快。但是应该注意的是,增加转速要考虑机械的机械强度,不能增加很大,一般转速不应超过铭牌的15%。转速增大往往还要更换较大的电机。
山东Sevnz三叶罗茨鼓风机振动小、噪音低、高效率、高节能、维修便利、结构紧凑,且具有运行稳定的工作特点,已普遍运用于各个行业领域,在使用的罗茨鼓风机过程中要保证润滑油3~6个月更换一次或用孔径小于50微米的铜丝网过滤一次。第一次起动后工作时间最多为200个小时,就应换油。消声器也宜半年左右检修一次,更换部分或全部吸音材料。空气滤清器应经常检修,进出口阀门,旁通管应保持正常良好状态。
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

