罗茨风机维修视频教程:
原标题:罗茨风机内部构造及间隙调整
山东锦工有限公司是一家专业生产罗茨鼓风机、罗茨真空泵、回转风机等机械设备公司,位于有“铁匠之乡”之称的山东省章丘市相公镇,近年来,锦工致力于新产品的研发,新产品双油箱罗茨风机、水冷罗茨风机、油驱罗茨风机、低噪音罗茨风机,赢得了市场好评和认可。罗茨鼓风机内部间隙影响着风机的性能 。两转子之间、转子与墙板之间及转子与机壳之间,均需保持一定的间隙,以保证风机的正常运转。如果间隙过大,则被压缩的气体通过间隙的回流量增加,影响罗茨风机的效率;如果间隙过小,由于热膨胀可能导致转子与机壳或转子相互之间产生摩擦碰撞,影响风机的正常工作。三叶型罗茨风机的内部间隙主要包括:转子头部间隙A、B,转子间的间隙C,侧间隙D、E,齿轮齿面啮合间隙F。每级风机内部构造一样,区别在于间隙的标准值不同。在罗茨风机分解前,务必测定罗茨风机的内部间隙且做好记录。在风机的箱体和侧箱体之间,一般都加有薄纸垫,在分解时,应确认其厚度及张数并做好记录。安装时,加入同样厚度和数量的纸垫。定位轴承或者轴承座里有可能放有调整侧间隙的调整垫片。在罗茨风机分解时,要根据风机的分解顺序,确认并记录调整垫片的位置和数量。安装时,将同样数量的调整垫片放回原来的位置。在风机检修过程中,应先拆除一侧墙板,待检修完成后再拆除另外一侧,这样不仅可以最大限度地保留原有尺寸,还可以避免不必要的工作量。罗茨风机的组装顺序应先是转子、墙板和主轴承的安装,然后是齿轮的组装,最后是内部间隙的调整。在实际安装中,一般首先固定主动转子,待调整完主、从动转子与墙板之间的间隙后,再完全固定从动转子。罗茨风机内部间隙的调整与安装环环相扣,需要多名有经验的专业技术人员相互协调方可实现。
:
由于罗茨风机采用的轴承是单列向心援助滚子轴承,因此,无论是罗茨风机的主动轴还是从动轴,其轴向均具有自动调节功能,这也是罗茨风机专门为了调节风机叶轮、墙板、机壳之间的间隙而专门设计的。
罗茨风机两叶轮倾斜45°,将从动齿轮对准主动齿轮压入轴上,依次装入齿轮挡圈、齿轮垫圈和锁紧螺母,并稍稍紧上锁紧螺母,随后试转一圈叶轮,若不能转动,叶轮回转,并调整齿轮的位置,直到转动自如,紧固锁紧螺母,并在两叶轮之间加入铅丝,使用压铅法测量两叶轮之间的实际间隙,使间隙控制在0.30-0.60mm之间,然后使用上述介绍的方法将从动齿轮的齿轮圈和齿轮毂用锁紧螺母紧固后拆下,进而配钻和铰孔。
罗茨风机齿轮副齿侧间隙和叶轮之间的间隙,同时也保证了罗茨风机叶轮与机壳之间的间隙符合要求,可确保罗茨风机平稳运行。当然,罗茨风机叶轮与墙板之间、叶轮与机壳之间的间隙变化也能使风机产生振动、发热和异音,但这些间隙的调整比较简单 。罗茨风机在维修中只要严格按照罗茨风机装配精度要求和调整方法进行调整,罗茨风机的振动、发热和异音问题一定能够解决。
罗茨风机叶轮之间的间隙调整方法山东锦工重工机械有限公司专业生产制造各类罗茨风机、罗茨真空泵、MVR蒸汽压缩机、回转风机等设备,承接气力输送系统工程,生产旋转供料器、仓泵、料封泵、旋转阀等各类气力输送设备,综合以上所讲如有遗漏或问题欢迎咨询锦工在线客服。
罗茨风机为容积式风机,运送的风量与转数成份额,三叶型叶轮每翻滚一次由2个叶轮进行3次吸、排气,与二叶型比较,气体脉动变少,负荷改动小,机械强度高,噪声低,振动也小。在2根平相行的轴上设有2个三叶型叶轮,轮与椭圆形机箱内孔面及各叶轮三者之间一贯坚持纤细的空位,因为叶轮互为反方向匀速旋转,使箱体和叶轮所包围着的一定量的气体由吸入的一侧运送到排出的一侧。
各支叶轮一贯由同步齿轮坚持正确的相位,不会出现彼此碰触现象,因而能够高速化,不需要内部光滑,并且结构简略,作业平稳,功用安稳,习气多种用途,已运用于广泛的领域。 简而言之,其作业原理为:转子顶端像排风口一线翻开的瞬间,排风口的高压空气逆流于即可之内,进行紧缩。这种逆流与紧缩发生剧烈的压力改动。这种压力改动形成了风机的噪音原因。
本文章来自于罗茨风机

一、 工作原理
罗茨风机是容积式鼓风机的一种,它由一个近似椭圆形的机壳与两块墙板包容成一个气缸(机壳上有进气口和出气口)一对彼此相互“啮合”(因为有间隙,实际上并不接触)的叶轮,通过同步齿轮传动以等速反向旋转,借助两叶轮的“啮合”使进气口与出气口相互隔开;在旋转过程中将气缸容积内的气体从进气口推移到出气口。
二、 装配间隙
罗茨鼓风机的叶轮与叶轮之间及叶轮与机体之间存在相对运动,处于非接触状态,必须有合适的工作间隙,才能保证既有密封作用又能使风机正常运转。
装配间隙系20℃时的理论静态间隙值。其能保证在额定工况下满足动态时所需之工作间隙。为此,装配间隙乃是保证风机性能和安全运用的重要因素。每台罗茨风机出厂时,皆已对装配间隙进行调整,用户不得随意变动。具体间隙值见下表:
罗茨鼓风机的装配间隙表 单位:mm
在保证罗茨风机性能及正常运行条件下,上述间隙值允许作适当调整。
三、 间隙调整注意事项
1、间隙1的调整:
拧松齿圈与齿毂紧固螺栓拆下定位圆锥销,调节齿圈与齿毂安装角度位置。即能达到调整间隙δ1之目的。调好间隙后,必须修正定位销孔(或另置)后,再以圆锥销定位。并把紧固螺栓拧紧。调整1间隙,应在叶轮360°旋转中进行。
2、间隙2之调整
拧松机壳与墙板间的紧固螺栓,并拆下定位圆锥销,根据具体情况,高速机壳与墙板之相对位置,以调整轩轮与机壳之径向间隙,调妥后,必须修正定位销孔(或另置),再以圆锥销定位。而后用螺栓把壳体与墙板紧固到一起
3、间隙3与4之调整
在定位端墙板的轴承壳上有紧固螺钉和调整螺钉,预使3减小,而4增大,则先旋松紧固螺钉。再旋紧调整螺钉,此时叶轮向定位端墙板移动,反之,预使3增大,而4减小,则先旋松调整螺钉,再旋紧紧固螺钉,此时叶轮向非定位端墙板移动,见图3,为保证同轴度,须在轴承座法兰与墙板之间适当补充或减少垫片,使它们之间的空隙基本一致,并防止间隙变动如果3符合要求而4不符合要求时,可在机壳和非定位端墙板的结合面之间增加或减少纸垫。
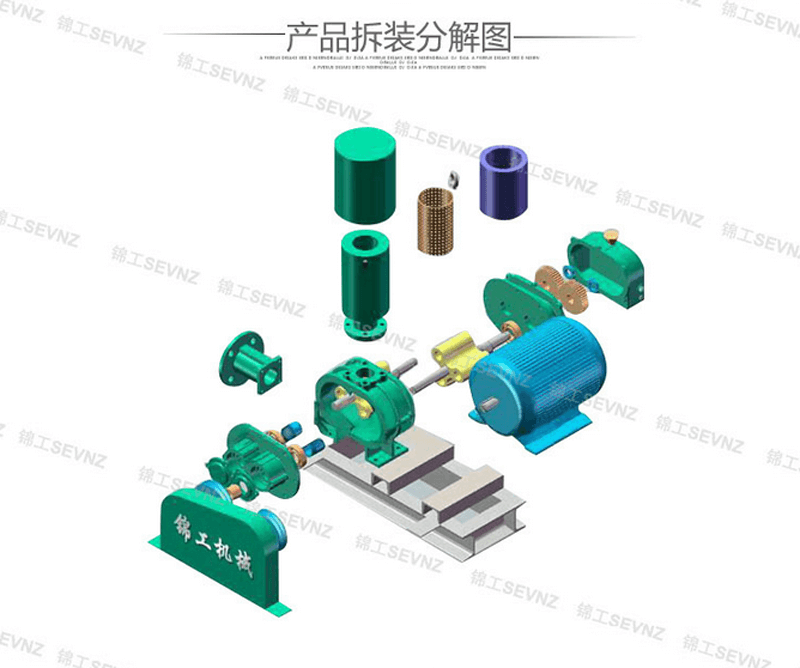
四、拆卸
1、拆卸中的注意事项
(1)所有联接件和嵌合件一律刻上配合标记,特别是齿轮。
(2)不要损伤零部件,尤其是配合表面。
(3)所有垫片在拆卸时,都要测定其厚度。
(4)拆卸后的部件,特别是轴承应注意避免灰尘污染。
(5)应采用适当的拆卸工具。
(6)刚停用的风机必须等待机体及润滑油冷却后才能进行拆卸,以免烫伤。
2、拆卸步骤
从机组上拆掉所有附件—排放齿轮箱中的油—卸下皮带轮—卸下齿轮箱及调整螺钉—卸下齿轮—卸下轴承盖—卸下机壳两侧墙板。
五、组装
1、组装中的注意事项
(1)检查被拆卸的零件有无损伤情况,应特别注意检查配合部位,若发现损伤时,应进行修复或更换。
(2)轴承应清洗干净,再涂上润滑油,在安装轴承时,工具、手等都应清洗干净。
(3)将配合部位的灰尘彻底清除,然后涂上油。
(4)密封垫如有破损或失落时,则应更换相同厚度、材质的垫片。
2、组装步骤
(1)将驱动侧的墙板(前墙板)安装到机壳上。
(2)将叶轮部由齿轮端装入机壳内。
(3)将齿轮端墙板安装到机壳上,注意轴向总间隙,不够时可选配机壳密封垫。
(4)组装前后轴承。组装前轴承时,轴承箱内应填充1/2-1/3轴承空间的润滑脂。
(5)组装齿轮。
(6)将驱动侧轴承和锁紧螺母一同装上,装上轴承压盖。
(7)调整间隙,打入定位销。
(8)装皮带轮及其他部件。
六、间隙调整
1、机壳间隙的调整:是通过机壳与墙板定位销孔来保证的,因为在拆卸风机时,一定不能损坏定位销孔。
叶轮—机壳
0.20—0.395
2、叶轮—叶轮间隙的调整:将叶轮转到间隙示意图位置,将从动齿轮对准主动齿轮标记压入轴上,依次装入齿轮挡圈,止动垫片和锁紧螺母,并将锁紧螺母稍稍紧上。将叶轮试转一圈,若不能转动,将叶轮回转以使接触处在上,用铜棒轻轻敲打叶轮间隙部位,使齿轮和轴
的锥部配合相对移动,从而达到调整叶轮间隙的目的。当叶轮—叶轮间隙符合规定值时,将齿轮锁紧。
叶轮—叶轮
0.29—0.34
3、叶轮—墙板轴向间隙调整:装配墙板时应先保证轴向总间隙C+D(调整机壳密封垫厚度),再通过前墙板上的四组调节螺钉对叶轮轴向位置进行调整,保证两端间隙C和D的分配。
叶轮—前墙板
0.12—0.18
叶轮—后墙板
0.63—0.69
拧调节螺栓时,应在压板螺栓宁松的情况下进行,否则会损坏调节螺栓。
七、安装皮带轮,皮带。
八、间隙调整后之要求,间隙调整后必须进行空负荷试运转。
山东锦工有限公司
山东省章丘市经济开发区
24小时销售服务
上一篇: 风机常识
下一篇: 罗茨风机寿命有多长?如何延长罗茨鼓风机寿命
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

