罗茨风机维修视频教程:
罗茨风机调整间隙方法
罗茨风机主要由机体和两个装有叶轮的转子组成,通过一对同步齿轮的作用,使 两转子呈反方向等速旋转,并依靠叶轮与叶轮之间、叶轮与机体之间的间隙,使 吸气腔和排气腔基本隔绝,借助叶轮的旋转,推动机体容积内气体,达到鼓风目 的。如何调整和保证叶轮与叶轮之间、 转子和机体之间的间隙达到规定范围成了 检修的重点。查阅设备维护检修资料,只有调整后的间隙值要求,而无调整间隙 的具体方法。
士 45碉整法
罗茨风机,各部位间隙在20C时的静态理论值为:叶轮与叶轮之间的间隙 0.4-~0.5mm,叶轮与叶壳之间的径向间隙 0.2~0.3mm,叶轮与左、右墙板之间的 轴向间隙0.3~0.4mm (左墙板间隙必须大于右墙板间隙 0.05mm以上),同步齿 轮的啮合间隙0.08~0.16mm。风机工作间隙的调整是罗茨风机整个检修过程中最 关键也最不易掌握的一步,仔细研究罗茨风机的结构原理,分析出叶轮在旋转一 周的过程中,在士 45。的位置上(指叶轮压力角与水平线成士 45。角度时,见图 1)两叶轮之间的间隙是两叶轮之间最关键的间隙, 且有两个+45°和两个-45位置, 在这些位置上,两叶轮最大轴向剖面刚好处于相对平行状态(在调整和测量间隙 时,依此可判定两叶轮是否处于士 45°的位置)。
风机正常运转过程中,伴随着磨损,士 45。位置上的间隙都会相应地发生变 化,其中+45°位置上的间隙趋向减小,而-45 位置上的间隙趋向增大。当正常磨 损至某一定程度时(在良好维护下,一般都应在连续运行 7~8年以上),两叶轮
必将相碰,而最先碰撞的部位就在+45°的位置上。由此,在调整两叶轮的工作间 隙时,应预先将+45°位置上的间隙适当调大些,一般调至-45 位置的2倍(假设 一 45°时间隙为a,则+45°时为2a)。另一种的做法就是直接将一 45°位置上的 间隙调至0.4~0.5mm或更小(-45。时的间隙对风量有一定的影响,间隙大则风量 减小)。调好后,与原位置错开,重新铰定位销孔。叶轮与左、右墙板之间的间 隙,可通过增减313轴承端盖处的垫片来调整。叶轮与机壳之间的间隙以及同步 齿轮之间的啮合间隙则是不可调的。 检修中应作好测量记录,包括修前、修后以 及新换零部件的相关数据。
风机主要部件检修
叶轮轴、叶轮和同步齿轮,这些主要零部件在维护得当的情况下一般不易损 坏,但在超负荷、高温的恶劣条件下仍会造成难以修复的缺陷。
叶轮轴的损坏部位,通常发生在与轴承内圈的配合面上,磨损 1~2mm时,可电
镀修复,磨损较深时以换轴为上策。换轴时,因轴与叶轮配合较紧(过渡配合), 加上配合面较长,通常得用50t以上的机动液压机械来压出旧轴、压进新轴。压 轴时因机动液压设备难以控制仅几毫米的安装尺寸, 为此,可制作专用简易龙门
架,配上50t的液压千斤顶来代替机动液压机械。此举不仅能精确地保证安装尺 寸,还能节约一定的检修费用。
叶轮的材料为铸铁,工作线型为渐开线,其不规则的形状和较高的加工精度 使其在损坏后难以修复。叶轮的损坏,主要是叶轮端面的轴向磨损和在+45。位置 上的径向磨损及裂纹。这些损坏,一般都是由于运行时轴承或齿轮先损坏而引发 的。发生损坏时会发出明显的摩擦、撞击等异常噪声,且风量呈下降趋势。此时 应立即停止运行,以阻止更大的破坏发生若叶轮轻度磨损,在能满足生产所需的 风量和压力时,可继续使用,磨损严重时则应更换,且须成对更换。
同步齿轮的损坏通常都是齿牙的过度磨损,造成啮合间隙超标,一般无法修复, 必须更换。
3 ?其他关键点
该风机轴承型号为22313c和NU2313,各两个,精度等级原为 E级。轴承内 圈与轴的配合在产品说明书中注明为 H7/js5配合(间隙配合),实际使用中经 常发生轴承跑内圈的事故,将其改为 H7/k6配合(过渡配合),便可解决问题。
换轴承和密封胀圈时,需拆除与风机相连的管道设备,拆下左墙板,将风机 解体至抬出主、从动转子为止。此前,应在关键零部件上作好记号和相对位置标 记,以保证原位装回。整机装配时,各零部件一定要装配到位,任何不该留有的 间隙都将给满负荷运行带来隐患。 同时,在装配过程中切忌装过位,忌将相关零 部件敲打变形。装配后一定要复核各工作间隙,出现偏差时必须加以调整。 分析贵方图片我们认为:a.间隙调整未按要求。b.轴承游隙太大,致使叶轮定位 有问题,造成扫枪版。c.叶轮之间间隙未按要求调好,造成转子之间碰撞。

附罗茨风机维修组装视频教程
一、 工作原理
罗茨风机是容积式鼓风机的一种,它由一个近似椭圆形的机壳与两块墙板包容成一个气缸(机壳上有进气口和出气口)一对彼此相互“啮合”(因为有间隙,实际上并不接触)的叶轮,通过同步齿轮传动以等速反向旋转,借助两叶轮的“啮合”使进气口与出气口相互隔开;在旋转过程中将气缸容积内的气体从进气口推移到出气口。
二、 装配间隙
罗茨鼓风机的叶轮与叶轮之间及叶轮与机体之间存在相对运动,处于非接触状态,必须有合适的工作间隙,才能保证既有密封作用又能使风机正常运转。
装配间隙系20℃时的理论静态间隙值。其能保证在额定工况下满足动态时所需之工作间隙。为此,装配间隙乃是保证风机性能和安全运用的重要因素。每台罗茨风机出厂时,皆已对装配间隙进行调整,用户不得随意变动。具体间隙值见下表:
罗茨鼓风机的装配间隙表 单位:mm
在保证罗茨风机性能及正常运行条件下,上述间隙值允许作适当调整。
三、 间隙调整注意事项
1、间隙1的调整:
拧松齿圈与齿毂紧固螺栓拆下定位圆锥销,调节齿圈与齿毂安装角度位置。即能达到调整间隙δ1之目的。调好间隙后,必须修正定位销孔(或另置)后,再以圆锥销定位。并把紧固螺栓拧紧。调整1间隙,应在叶轮360°旋转中进行。
2、间隙2之调整
拧松机壳与墙板间的紧固螺栓,并拆下定位圆锥销,根据具体情况,高速机壳与墙板之相对位置,以调整轩轮与机壳之径向间隙,调妥后,必须修正定位销孔(或另置),再以圆锥销定位。而后用螺栓把壳体与墙板紧固到一起
3、间隙3与4之调整
在定位端墙板的轴承壳上有紧固螺钉和调整螺钉,预使3减小,而4增大,则先旋松紧固螺钉。再旋紧调整螺钉,此时叶轮向定位端墙板移动,反之,预使3增大,而4减小,则先旋松调整螺钉,再旋紧紧固螺钉,此时叶轮向非定位端墙板移动,见图3,为保证同轴度,须在轴承座法兰与墙板之间适当补充或减少垫片,使它们之间的空隙基本一致,并防止间隙变动如果3符合要求而4不符合要求时,可在机壳和非定位端墙板的结合面之间增加或减少纸垫。
四、拆卸
1、拆卸中的注意事项
(1)所有联接件和嵌合件一律刻上配合标记,特别是齿轮。
(2)不要损伤零部件,尤其是配合表面。
(3)所有垫片在拆卸时,都要测定其厚度。
(4)拆卸后的部件,特别是轴承应注意避免灰尘污染。
(5)应采用适当的拆卸工具。
(6)刚停用的风机必须等待机体及润滑油冷却后才能进行拆卸,以免烫伤。
2、拆卸步骤
从机组上拆掉所有附件—排放齿轮箱中的油—卸下皮带轮—卸下齿轮箱及调整螺钉—卸下齿轮—卸下轴承盖—卸下机壳两侧墙板。
五、组装
1、组装中的注意事项
(1)检查被拆卸的零件有无损伤情况,应特别注意检查配合部位,若发现损伤时,应进行修复或更换。
(2)轴承应清洗干净,再涂上润滑油,在安装轴承时,工具、手等都应清洗干净。
(3)将配合部位的灰尘彻底清除,然后涂上油。
(4)密封垫如有破损或失落时,则应更换相同厚度、材质的垫片。
2、组装步骤
(1)将驱动侧的墙板(前墙板)安装到机壳上。
(2)将叶轮部由齿轮端装入机壳内。
(3)将齿轮端墙板安装到机壳上,注意轴向总间隙,不够时可选配机壳密封垫。
(4)组装前后轴承。组装前轴承时,轴承箱内应填充1/2-1/3轴承空间的润滑脂。
(5)组装齿轮。
(6)将驱动侧轴承和锁紧螺母一同装上,装上轴承压盖。
(7)调整间隙,打入定位销。
(8)装皮带轮及其他部件。
六、间隙调整
1、机壳间隙的调整:是通过机壳与墙板定位销孔来保证的,因为在拆卸风机时,一定不能损坏定位销孔。
叶轮—机壳
0.20—0.395
2、叶轮—叶轮间隙的调整:将叶轮转到间隙示意图位置,将从动齿轮对准主动齿轮标记压入轴上,依次装入齿轮挡圈,止动垫片和锁紧螺母,并将锁紧螺母稍稍紧上。将叶轮试转一圈,若不能转动,将叶轮回转以使接触处在上,用铜棒轻轻敲打叶轮间隙部位,使齿轮和轴
的锥部配合相对移动,从而达到调整叶轮间隙的目的。当叶轮—叶轮间隙符合规定值时,将齿轮锁紧。
叶轮—叶轮
0.29—0.34
3、叶轮—墙板轴向间隙调整:装配墙板时应先保证轴向总间隙C+D(调整机壳密封垫厚度),再通过前墙板上的四组调节螺钉对叶轮轴向位置进行调整,保证两端间隙C和D的分配。
叶轮—前墙板
0.12—0.18
叶轮—后墙板
0.63—0.69
拧调节螺栓时,应在压板螺栓宁松的情况下进行,否则会损坏调节螺栓。
七、安装皮带轮,皮带。
八、间隙调整后之要求,间隙调整后必须进行空负荷试运转。
山东锦工有限公司
山东省章丘市经济开发区
24小时销售服务
上一篇: 风机常识
下一篇: 罗茨风机寿命有多长?如何延长罗茨鼓风机寿命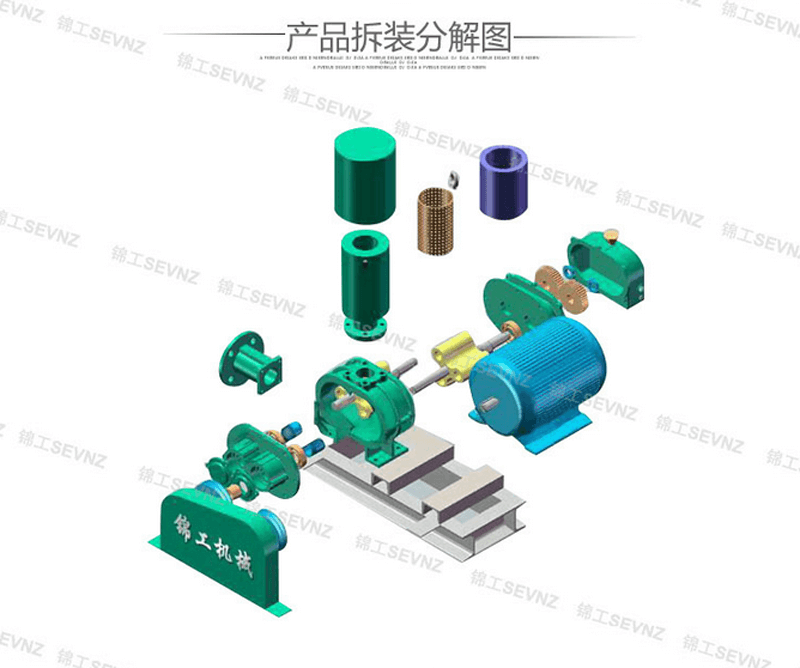
一.因为罗茨鼓风机属于恒流量风机,工作的主参数是风量,输出的压力随管道和负载的变化而变化,风量变化很小。
二.原理:
罗茨鼓风机是一种容积式动力机械,罗茨鼓风机两叶轮由一对同步齿轮传动反向旋转,通过叶轮型面的“啮合”(叶轮之间有一定的间隙,并不互相接触)使进气口和排气口隔开,将吸入的气体无内压缩的从吸气口推移到排气口,被输送的吸入气体,在达到排气口瞬间,因排出侧高压气体的回流而被加压向系统输送而做功。由于周期性的吸、排气和瞬时等容压缩造成气流速度和压力的脉动,因而会产生较大的气体动力噪声。
上海锦工罗茨鼓风机
三.拆卸
1、拆卸中的注意事项
(1)所有联接件和嵌合件一律刻上配合标记,特别是齿轮。
(2)不要损伤零部件,尤其是配合表面。
(3)所有垫片在拆卸时,都要测定其厚度。
(4)拆卸后的部件,特别是轴承应注意避免灰尘污染。
(5)应采用适当的拆卸工具。
(6)刚停用的风机必须等待机体及润滑油冷却后才能进行拆卸,以免烫伤。
2、拆卸步骤
从机组上拆掉所有附件—排放齿轮箱中的油—卸下皮带轮—卸下齿轮箱及调整螺钉—卸下齿轮—卸下轴承盖—卸下机壳两侧墙板。
上海锦工罗茨鼓风机
四.组装
1、组装中的注意事项
(1)检查被拆卸的零件有无损伤情况,应特别注意检查配合部位,若发现损伤时,应进行修复或更换。
(2)轴承应清洗干净,再涂上润滑油,在安装轴承时,工具、手等都应清洗干净。
(3)将配合部位的灰尘彻底清除,然后涂上油。
(4)密封垫如有破损或失落时,则应更换相同厚度、材质的垫片。
2、组装步骤
(1)将驱动侧的墙板(前墙板)安装到机壳上。
(2)将叶轮部由齿轮端装入机壳内。
(3)将齿轮端墙板安装到机壳上,注意轴向总间隙,不够时可选配机壳密封垫。
(4)组装前后轴承。组装前轴承时,轴承箱内应填充1/2-1/3轴承空间的润滑脂。
(5)组装齿轮。
(6)将驱动侧轴承和锁紧螺母一同装上,装上轴承压盖。
(7)调整间隙,打入定位销。
(8)装皮带轮及其他部件。
上海锦工罗茨鼓风机
五.间隙调整
1、机壳间隙的调整:是通过机壳与墙板定位销孔来保证的,因为在拆卸风机时,一定不能损坏定位销孔。
叶轮—机壳
0.20—0.395
2、叶轮—叶轮间隙的调整:将叶轮转到间隙示意图位置,将从动齿轮对准主动齿轮标记压入轴上,依次装入齿轮挡圈,止动垫片和锁紧螺母,并将锁紧螺母稍稍紧上。将叶轮试转一圈,若不能转动,将叶轮回转以使接触处在上,用铜棒轻轻敲打叶轮间隙部位,使齿轮和轴
的锥部配合相对移动,从而达到调整叶轮间隙的目的。当叶轮—叶轮间隙符合规定值时,将齿轮锁紧。
叶轮—叶轮
0.29—0.34
3、叶轮—墙板轴向间隙调整:装配墙板时应先保证轴向总间隙C+D(调整机壳密封垫厚度),再通过前墙板上的四组调节螺钉对叶轮轴向位置进行调整,保证两端间隙C和D的分配。
叶轮—前墙板
0.12—0.18
叶轮—后墙板
0.63—0.69
拧调节螺栓时,应在压板螺栓宁松的情况下进行,否则会损坏调节螺栓。
六.安装皮带轮,皮带。

原标题:罗茨鼓风机间隙调整步骤
山东锦工有限公司是一家专业生产罗茨鼓风机、罗茨真空泵、回转风机等机械设备公司,位于有“铁匠之乡”之称的山东省章丘市相公镇,近年来,锦工致力于新产品的研发,新产品双油箱罗茨风机、水冷罗茨风机、油驱罗茨风机、低噪音罗茨风机,赢得了市场好评和认可。
好多客户问罗茨鼓风机间隙如何调整,今天小编就跟大家一块总结一下罗茨鼓风机间隙调整的步骤,但是步骤虽然写的明白,还是建议广大客户如遇需调整间隙的情况尽量返厂调整间隙。
一.因为罗茨鼓风机属于恒流量风机,工作的主参数是风量,输出的压力随管道和负载的变化而变化,风量变化很小。
二.原理:罗茨风机是一种容积式动力机械,两叶轮由一对同步齿轮传动反向旋转,通过叶轮型面的“啮合”(叶轮之间有一定的间隙,并不互相接触)使进气口和排气口隔开,将吸入的气体无内压缩的从吸气口推移到排气口,被输送的吸入气体,在达到排气口瞬间,因排出侧高压气体的回流而被加压向系统输送而做功。由于周期性的吸、排气和瞬时等容压缩造成气流速度和压力的脉动,因而会产生较大的气体动力噪声。
三.拆卸1、拆卸中的注意事项(1)所有联接件和嵌合件一律刻上配合标记,特别是齿轮。(2)不要损伤零部件,尤其是配合表面。(3)所有垫片在拆卸时,都要测定其厚度。(4)拆卸后的部件,特别是轴承应注意避免灰尘污染。(5)应采用适当的拆卸工具。(6)刚停用的风机必须等待机体及润滑油冷却后才能进行拆卸,以免烫伤。
2、拆卸步骤从机组上拆掉所有附件—排放齿轮箱中的油—卸下皮带轮—卸下齿轮箱及调整螺钉—卸下齿轮—卸下轴承盖—卸下机壳两侧墙板。
四.组装1、组装中的注意事项(1)检查被拆卸的零件有无损伤情况,应特别注意检查配合部位,若发现损伤时,应进行修复或更换。(2)轴承应清洗干净,再涂上润滑油,在安装轴承时,工具、手等都应清洗干净。(3)将配合部位的灰尘彻底清除,然后涂上油。(4)密封垫如有破损或失落时,则应更换相同厚度、材质的垫片。
2、组装步骤(1)将驱动侧的墙板(前墙板)安装到机壳上。(2)将叶轮部由齿轮端装入机壳内。(3)将齿轮端墙板安装到机壳上,注意轴向总间隙,不够时可选配机壳密封垫。(4)组装前后轴承。组装前轴承时,轴承箱内应填充1/2-1/3轴承空间的润滑脂。(5)组装齿轮。(6)将驱动侧轴承和锁紧螺母一同装上,装上轴承压盖。(7)调整间隙,打入定位销。(8)装皮带轮及其他部件。
五.间隙调整1、机壳间隙的调整:是通过机壳与墙板定位销孔来保证的,因为在拆卸风机时,一定不能损坏定位销孔。叶轮—机壳0.20—0.395
2、叶轮—叶轮间隙的调整:将叶轮转到间隙示意图位置,将从动齿轮对准主动齿轮标记压入轴上,依次装入齿轮挡圈,止动垫片和锁紧螺母,并将锁紧螺母稍稍紧上。将叶轮试转一圈,若不能转动,将叶轮回转以使接触处在上,用铜棒轻轻敲打叶轮间隙部位,使齿轮和轴的锥部配合相对移动,从而达到调整叶轮间隙的目的。当叶轮—叶轮间隙符合规定值时,将齿轮锁紧。叶轮—叶轮0.29—0.34
3、叶轮—墙板轴向间隙调整:装配墙板时应先保证轴向总间隙C+D(调整机壳密封垫厚度),再通过前墙板上的四组调节螺钉对叶轮轴向位置进行调整,保证两端间隙C和D的分配。叶轮—前墙板0.12—0.18叶轮—后墙板0.63—0.69拧调节螺栓时,应在压板螺栓宁松的情况下进行,否则会损坏调节螺栓。
六.安装皮带轮,皮带。
:
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

